Preparation of magnesium sulfate heptahydrate by MVR evaporation and crystallization at low temperature
Magnesium sulfate exists in anhydrous, monohydrate, dihydrate, tetrahydrate, pentahydrate, hexahydrate, heptahydrate, and dodecahydrate forms. However, the dihydrate, tetrahydrate, pentahydrate, and hexahydrate forms are unstable; industrial products only exist in monohydrate, heptahydrate, and anhydrous forms. The heptahydrate is a colorless tetragonal prismatic crystal, belonging to the orthorhombic crystal system, with a relative density of 1.68–1.71. It is odorless, bitter in taste, and readily effloresces in dry air. It is readily soluble in water, slightly soluble in ethanol, and dissolves in its own water of crystallization at 67.5°C. It decomposes upon heating; at 70–80°C, it loses four molecules of water of crystallization; above 300°C, it loses all its water of crystallization, becoming anhydrous.
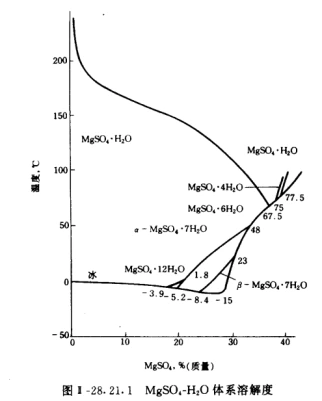
As can be seen from the figure, there are two methods to obtain magnesium sulfate heptahydrate : (1 ) Concentrate the magnesium sulfate solution and then cool it to below 45 ℃ to crystallize; (2 ) Evaporate and crystallize isothermally below 45 ℃. This time, only method (2) isothermally evaporating and crystallizing at 45 ℃ to produce magnesium sulfate heptahydrate is available.
Design Description
Feed rates: 2.95 t /h of magnesium sulfate (30 % concentration ), 1.83 t /h of magnesium sulfate heptahydrate crystals ; evaporation rate: 1.12 t / h ; evaporation temperature: 40℃; evaporation pressure: 7.4 kPa; boiling point temperature rise: 5℃; liquid temperature: 45℃. A high-speed direct-drive centrifugal steam compressor with a capacity of 1.2 T/h is selected, with an inlet temperature of 40℃ and an outlet temperature of 56℃, and a saturation temperature rise of 16℃ is chosen.
Design Features
(1) The equipment has reliable and stable processing effect, and the process flow is advanced, mature and reliable;
(2) Use energy-saving and efficient processing equipment as much as possible to reduce construction investment and operating costs;
(3) While meeting the requirements of each project specification, save land use as much as possible;
(4) Adopt a suitable advanced and reliable PLC automatic control system, so that the system can operate continuously and automatically, improve the level of equipment operation and management, reduce labor intensity, and ensure that the automatic control instruments are stable and reliable, easy to maintain and operate.
(5) The system uses its own condensate, distilled water and non-condensable gas to preheat the raw liquid, making full use of the waste heat in the system, which is highly efficient and energy-saving.
(6) The separation body has a very sufficient liquid/gas separation area and separation height, which can ensure the stability of evaporation and discharge concentration over a long period of time.
(7) Larger crystal particles can be obtained by using an FC crystallizer. Large crystal particles gradually sink in the FC crystallizer due to gravity, while small crystal particles float. The liquid containing small particles is then circulated by a circulation pump. Advantage 1: Some newly generated crystals grow directly on the surface of the original small particles (i.e., secondary nucleation of crystals), thus obtaining crystals with larger particle size ; Advantage 2: Small particles in the circulation pipe reduce the abrasion of the circulation pipe and heating pipe; Advantage 3: The density of the circulating liquid is reduced, resulting in a reduction in the power of the circulation pump, thereby reducing operating costs.
(8) High-efficiency demister: As evaporation proceeds, the material concentration increases and the viscosity rises, making it prone to foaming during evaporation. A baffle plate/wire mesh demister is installed inside the separator. This effectively prevents liquid droplets from entraining the liquid, separates mist from the gas, improves operating conditions, optimizes process parameters, enhances secondary steam quality, reduces equipment corrosion, extends equipment lifespan, and ensures normal equipment operation.
(9) Our company has collaborated with Canada to develop evaporator design software, which can perform detailed process design calculations for plate/tube heat exchangers, including heat transfer temperature difference, heat transfer coefficient, heat transfer area, number of tubes, tube arrangement, number /spacing of baffles, inlet and outlet pipe diameters, pressure drop, heat exchange tube vibration analysis, etc. , to ensure the accuracy of evaporator selection and the precision of heat transfer calculation.
Prevention measures
1. Evaporation employs a forced circulation process. The characteristics of this process are as follows: ① Forced circulation evaporators are used to prevent boiling on the heating surface, which can lead to scaling or crystallization. ② The circulation of the evaporating solution within the equipment relies primarily on a circulation pump to generate forced flow. ③ The material does not evaporate in the heater and its concentration does not change; the concentration only increases after flash evaporation in the separator/crystallizer. Therefore, it does not adhere to the heat exchange surface, preventing scaling.
2: The discharge pipeline adopts a large diameter and high flow rate circulation to fully ensure the flow velocity inside the pipe and greatly reduce the possibility of blockage from the source.
3: To solve the problem of pipe blockage during material transfer in the final concentration system, a flushing water/steam flushing system is added;
4 : The discharge pump is equipped with current monitoring. If a blockage is about to occur in the discharge pipeline (the most likely point of blockage) before or after the pump, the discharge pump will trigger a high/low current alarm and interlock with the cleaning valve for automatic/manual flushing.
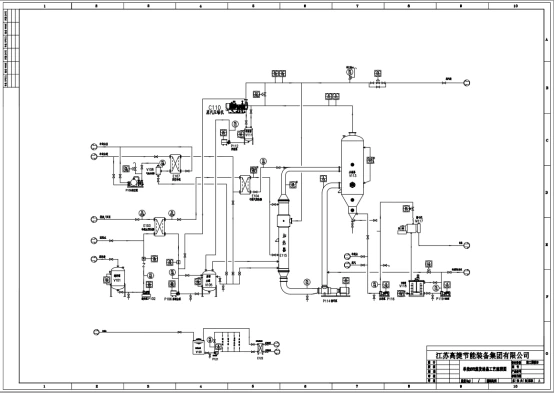
Process Description
MVR Evaporation System
1. The mother liquor and crystallized salt discharged after evaporation are handled by the owner, while the distilled water is discharged or reused.
Raw material storage tank → Feed pump → Distilled water preheater → Non-condensable steam preheater → MVR forced circulation evaporation system → Discharge pump → Centrifuge → Crystallized salt
2: Steam flow direction and flow rate:
Live steam → Evaporator → Compressor for reuse → Preheating of unreused raw materials → Condenser
Distilled water flow rate: Heater → Distilled water tank → Distilled water pump → Raw material preheating → Reuse/discharge
Feed preheating unit
The feed preheating unit consists of a feed pump, a distilled water preheater, a non-condensable gas preheater, and related components. The material enters the evaporation system after passing through the feed pump and undergoing two stages of preheating. The first stage preheater is a distilled water preheater, where the evaporated water heats the raw material. The second stage preheater is a non-condensable gas preheater (because the raw material contains a small amount of non-condensable gas and the system operates under negative pressure, air may be mixed into the evaporation system. During evaporation, non-condensable gas gradually accumulates in the system, significantly reducing the evaporator's heat exchange efficiency. Therefore, it is necessary to remove the non-condensable gas, but the removed non-condensable gas will contain some water vapor. The purpose of the non-condensable gas preheater is to recover this carried-out water vapor to save energy). After preheating, the liquid reaches its bubble point and enters the evaporation unit.
MVR forced circulation evaporation unit
The evaporator crystallization unit is an MVR evaporation system consisting of a forced circulation heater, an FC crystallizer, a circulation pump, and a compressor.
After two stages of preheating, the raw material's temperature is already above its boiling point, so it directly enters the separation chamber for flash evaporation. The liquid after flash evaporation sinks and sequentially enters the evaporator and circulating pump. The gas phase separated in the separation chamber is compressed by the compressor and, after superheating is eliminated, it is used by the evaporator to heat the material in the circulating pipeline. The secondary steam, after releasing latent heat, turns from gas to liquid and is collected in a distilled water tank. Most of it is then pumped by the distilled water pump to preheat the raw material, with a very small portion going to the compressor to eliminate steam superheat.
Because the circulation flow rate within the heater tubes is very high, the material temperature rises only by 0.5–2°C after passing through the evaporator. No phase change occurs within the evaporator, and the material flows at high speed within the tubes, effectively preventing scaling within the heat exchange tubes—a forced circulation mechanism. The heated liquid then flashes in the separation chamber, and the resulting secondary steam is continuously heated and pressurized by the compressor to further heat the liquid, thus creating a continuous cycle. Therefore, the entire evaporation process only requires a small amount of fresh steam to maintain system heat loss and achieve equilibrium.
In forced circulation evaporation crystallization, controlling the appropriate supersaturation is crucial. Crystallized particles in the circulating liquid gradually grow, and the salt content in the salt leg can be observed through a sight glass. An FC crystallizer is used, which has the advantage of producing larger crystal particles. In the FC crystallizer, large crystal particles gradually sink due to gravity, while smaller crystal particles float. The liquid containing the small particles is then recirculated by the circulation pump. This allows newly formed crystals to grow directly on the surface of the existing small particles (i.e., secondary nucleation), thus resulting in larger crystal particles.
In addition, to ensure the heating area, the forced circulation heater consists of two evaporators connected in series, with the tube side connected in series and the shell side connected in parallel. Connecting the evaporators in series ensures the heating area while significantly reducing the circulation volume, thus lowering investment costs.
Steam system
Apart from the need for a certain amount of live steam during system startup, the system requires only a small amount of live steam to compensate for heat loss during normal operation. The secondary steam generated by material evaporation enters the steam compressor, where it is heated and pressurized before returning to the heater shell, serving as the heat source for material evaporation.
Distilled water system
After being compressed by the compressor, the secondary steam releases its latent heat and changes from gas to liquid, which is then collected in a distilled water tank. Most of the liquid is then pumped by a distilled water pump to preheat the raw materials, and after heat exchange, it is sent out of the evaporator.
Discharge system
In the FC crystallizer, larger crystal particles settle and are pumped to the thickener. The clear liquid in the thickener continuously overflows, while the solid phase slowly settles at the bottom. A small flow of crystalline salt is discharged to the centrifuge. This increases the solid content of the feed entering the centrifuge, facilitating its normal operation, as the continuous centrifuge inlet requires a solid content of ≥ 25%–30% of the total mass. The centrifuge separates the solid and liquid. The separated wet salt (water content < 5%) is processed by the tendering party. The mother liquor after centrifugation, along with the supernatant overflowing from the thickener, enters the mother liquor tank. Most of the mother liquor is pumped back to the separator for further evaporation and crystallization, while a small portion is discharged from the system (or not discharged at all) .
exhaust unit
The exhaust unit consists of a non-condensable gas condenser, a separator, and related components. Due to the dissolved oxygen and non-volatile gases in the raw material, a small amount of non-condensable gas exists within the system. This gas cannot be condensed in the evaporator. If this gas is not discharged, it will significantly reduce the heater's heat exchange efficiency, increase the secondary gas pressure, and consequently reduce the system's evaporation capacity, affecting normal system operation. Therefore, to ensure smooth evaporation, the non-condensable gas must be discharged from the shell side of the heat exchanger. After preheating the raw material in the non-condensable gas preheater, the non-condensable gas is discharged outside the system.
Sealing water (mechanical sealing water) unit
Since the main pumps such as feed pumps, circulation pumps, discharge pumps, and mother liquor pumps use double-end mechanical seals, in order to prevent the liquid inside the pump body from leaking out through the gap between the pump shaft and the seal, and at the same time to cool down the pump bearings, a sealing water unit is required.
The sealing water unit consists of a sealing water tank, a sealing water pump, and a sealing water heat exchanger. Only a small amount of softened water needs to be added during startup. During normal operation, the internal water is continuously circulated, resulting in minimal water loss. The sealing water pipeline is equipped with flow monitoring; if the sealing water flow is interrupted, the entire system will shut down immediately to prevent damage to the pump seals.
Technical parameters
Application scope: Magnesium sulfate heptahydrate solution
Water evaporation rate: ~1.12 t/h
Feed rate: ~ 2.95 t / h
Feed temperature: 25℃
Feed concentration: 30% magnesium sulfate
Steam consumption with heat loss: 0~50kg/h ( 0.4MPa )
Circulating water volume: ~ 30 m³/h (inlet temperature 32 ℃, outlet temperature 40 ℃) Inlet pressure: 0.3MPa
Operating power: Approximately 120kW
Evaporation parameters of each effect
Heating temperature: 55℃
Secondary steam temperature: 40℃
Evaporation system footprint
Length × Width × Height = 10 m × 5 m × 15 m (estimated area, subject to adjustment)